Why High Price For High-quality LED Products? Part – 4
Following the last several posts where we talked about the key factors of LED lead frames in terms of their qualities and costs, today let’s move on to the core component of all LED products—the CHIP.
An LED (light emitting diode) chip is a solid state semiconductor device. It turns electrical energy into light, making it the key component of the LED, and the most challenging part in the whole LED manufacturing process. Normally metal-organic chemical vapor deposition (MOCVD) is used to grow the LED chips. To make a LED chip, it takes complicated procedures of epitaxial growth, lithography indium tin oxide (ITO), electrode evaporation, separation, slicing, testing and sorting. Precise control on these procedures determines the major electrical and optical properties of the chip, which brings the challenge to the manufactures.
According to the emitting color, chips can be categorized into types like red chips, green chips, blue chips and so on. The emitting color is determined by the material’s physical properties. Red chips are normally made of AlGaAs, green chips GaP, blue chips InGaN. We can also tell the emitting color of a chip without ignition, just by its forward break-over voltage. Red chips usually have a forward break-over voltage of 2.0V, when that of green chips is 2.5V and blue chips 3.0V.
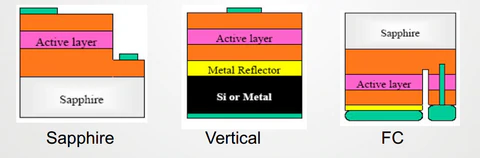
In terms of packaging types, we can also sort the chips into face-up chips (left below), vertical chips (middle below) and flip chips (right below).
Currently, the manufacturing technology of the face-up chip is the most mature, and it turns electricity into light in the most efficient and economical way. Furthermore, face-up chips have a complete and developed chain of production line. Despite its risks of heat dissipation and gold wire fracture, the face-up type is still the leading structure adopted in the LED packaging market.
Vertical LED chips show great properties of low voltage, large emitting surface and excellent heat dissipation performance, yet the complicated manufacturing procedure asks for high costs. What’s more, the structure with two electrodes each above and beneath the chip makes it difficult to produce high voltage chip. Due to the reasons above, applications of this type are limited.
The flip chip has the biggest merit in that it is wire-bonding free and perfect heat dissipation performance. It allows for high current and uniform coating of the phosphor. Yet the packaging technology for flip chip is not mature enough to produce with a satisfying qualified ratio.
A chip’s wavelength range, brightness and reliability are the key dominants of an LED’s quality. The MOCVD machine’s control on the temperature and gas-flow may not be extremely accurate, making the chips grown from the same wafer differ in emission wavelength range and brightness. To achieve light-color consistency, chip manufacturers will be asked by packaging companies to sort and pick the chips by their wavelength ranges, brightness, forward and reverse voltages. Wavelength range and brightness are dominant in the LED’s color consistency. Forward voltage helps with the circuit design of an LED light, and reverse voltage shapes an LED’s antistatic ability.
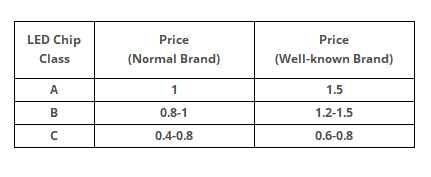
The chips being used in the industry are mainly in three categories: A class chips are carefully selected “sorted chips”, which share consistent properties of brightness, voltage and antistatic ability; B class chips are chips on tape (COT) without selection. Their brightness, wavelength ranges and antistatic ability vary considerably, leading to various color differences and longevities of the LEDs; apart from the same deficiencies as B class has, C class chips are made from leftover materials after selection for A and B classes.
The chart below shows the price comparison among A, B and C classes of chips, with an A-class normal brand product valued as 1.
The chart tells us by choosing a C-class chip, packaging manufactures can save the cost by 50%.
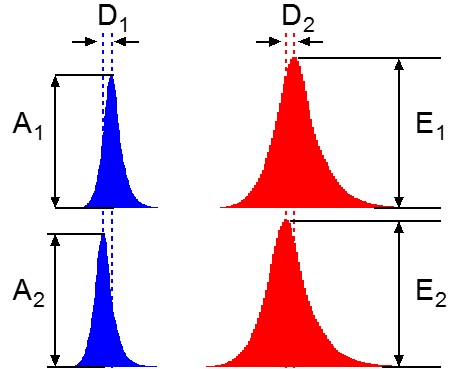
Now let’s see how the wavelength of the chip affect the LED’s color presentation through another comparison. Suppose there are two blue chips of the same brightness (A1=A2) and the difference in the peak wavelength is D1. When excited under the same condition, the phosphors on the two chips feature different absorption coefficients and luminous efficiencies upon lights of different wavelengths, hence the luminous intensities (E1 and E2) are different. Under illumination of the chips, different efficiencies lead to temperature difference between the phosphors, and finally result in the difference in peak wavelength of the emission spectrum, which is D2 as displayed below.
This is just an example showing a combination of one blue chip and one red phosphor, while actually more than one type of the phosphors are chosen for a single type of LED chip. Differences in wavelength and brightness have more complicated impacts on multiple phosphors. Specifically, in Yuji high CRI white LED fabrication, a combination of blue, green and red phosphors are adopted, which raises the requirements for chips’ wavelength and brightness.
As repeatedly mentioned above, the wavelength range and brightness of the chip are essential in high-quality white LED production. Usually only the well-known leading brands in chip manufacturing have the facility, technology and capability to produce chips with consistent wavelength range and brightness that have high brightness and reliability. To promote their LEDs, the packaging manufacturer tend to disclose the brand of the chip they use to highlight their LED’s quality. However, they are not always telling the truth. We have seen samples of SMD2835 sold at ¥90/k units, allegedly using Epistar chips. We found through our analysis that the chip in it were nothing near Epistar, and we confirmed that from Epistar’s distributor in Mainland China, that they had never provided a single chip for that packaging manufacturer.
Yuji LED mainly uses three types of Epistar chips:
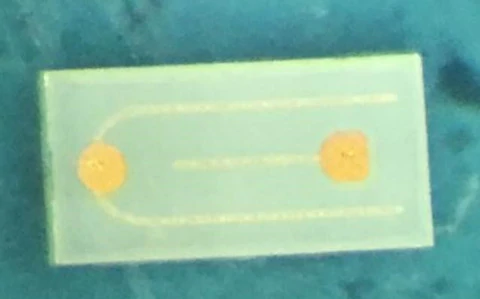
You must have noticed the same electrode structure that is horizontally symmetrical. However the look is no more helpful in telling if a chip is real Epistar product. Counterfeit chips have been found on the market and they look identically the same as the authentic ones. Fortunately Epistar offers a chip authentication service for free. Click the link below for more information.
It is almost impossible for the customers to distinguish which brand of chip is used in an LED product. But we can still tell the difference through the luminous flux decay. High-quality LED chips decline subtly in luminous flux even after long term of use, which is almost imperceptible. However, defective chips decay at a visible speed, meaning that the user has to spend time and money to replace it after certain period of time. That’s another round of expenditure on a single demand. Therefore, when it comes to LED products for places that have high demands for lighting quality, we strongly suggest that QUALITY be your first consideration, instead of saving money.
Stay tuned for our next post!
Copyright © 2026 Beijing Yuji International Co., Ltd.